全国咨询热线:
0512-67597608
全国咨询热线:
0512-67597608
2019.08.20
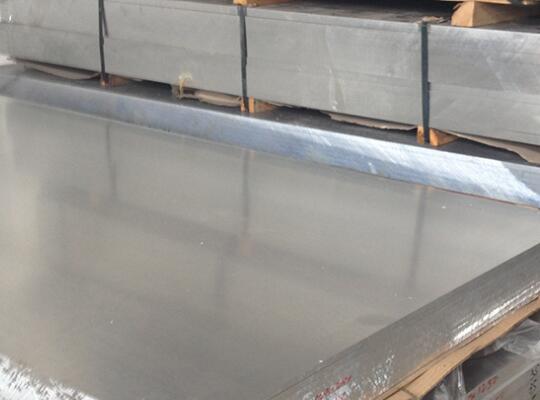
大家都知道6061铝板作为材料有很多的处理方式,今天小编来介绍一下6061铝板采用连续驱动摩擦焊机进行焊接的处理工艺。
钢-铝异种材料焊接易出现金属间化合物,针对钢-铝异种材料螺柱焊易出现缺陷、6061铝板熔化焊难以实现以及钎焊接头强度低等问题。金属间化合物层厚度难以控制,因此焊接接头较脆,很难满足要求。根据焊接试验数据,对摩擦螺柱焊接装置进行了设计,设计内容包括:机械系统、旋转夹具和信号采集系统。设计制造的装置能够实现旋转夹具夹紧力大、焊接过程中不打滑。
工作台满足了螺柱与棒材或螺柱与板材的焊接需求,并且能够实现同一块板材上有位置要求的多个螺柱的焊接。
焊接压力参数能够实时采集、显示、存储。装置运行稳定、焊接效率高、使用方便,满足了摩擦螺柱焊接工艺研究的需求。
通过对焊接接头的外观图分析、焊接接头缩短量的分析、单向静载拉伸实验、微观组织分析、能谱分析和断口分析等,讨论钢螺柱-模拟6061铝板摩擦螺柱焊接性能、钢螺柱-铝板摩擦螺柱焊接性能。
部分研究表明,6061铝板和45钢螺柱在最优焊接参数下具有较好的摩擦焊接性,焊接接头中焊缝区产生晶粒细化,焊缝区发生一定程度的元素扩散,微观断口存在大量韧窝,为韧性断裂。而且工件转速为1600r/min摩擦压力为117.2MPa摩擦时间为3s项锻力为312.5MPa顶锻压力保持时间为4s最优工艺参数,此时得到接头抗拉强度达到168.3MPa研究不同螺柱形状对焊接接头力学性能的影响,得到最佳接头形状以及塑性金属流动与螺柱形状的关系。
钢螺柱-铝板摩擦螺柱焊接工艺显示,合理的焊接工艺参数下,能够实现钢螺柱-铝板异种材料之间的焊接,焊接接头的组织良好、晶粒细化、力学性能达到要求。
以上既是关于6061铝板采用连续驱动摩擦焊机进行焊接的处理工艺相关介绍,如有需要6061铝板可以联系我们。
上一条: 6061铝板的正挤压方式
下一条: 6063铝板阳极氧化后出现斑点的原因